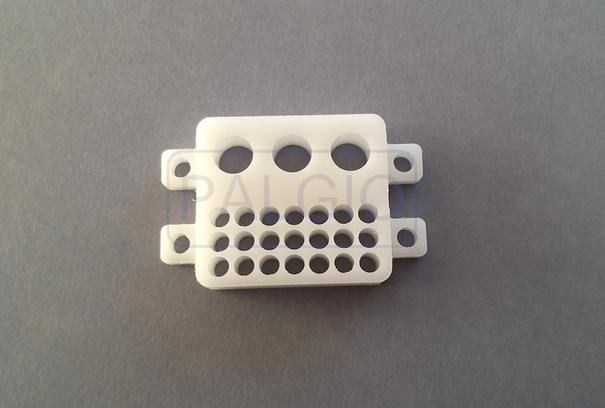
Uchwyt mocujący przewody – usługa wykonana metodą frezowania CNC w materiale POM-C
Celem usługi było wykonanie uchwytu, który zabezpieczy przewody przed przetarciem i utrzyma je w stałej odległości od siebie w momencie gdy przechodzą one przez otwór w stalowej przegrodzie. Uchwyt powinien pozwolić na przeprowadzenie 3 przewodów wysoko prądowych o średnicy 8mm i minimum 20 przewodów sygnałowych o średnicy do 4mm. Wyrób powinien być wykonany z lekkiego, taniego i łatwo dostępnego tworzywa sztucznego.


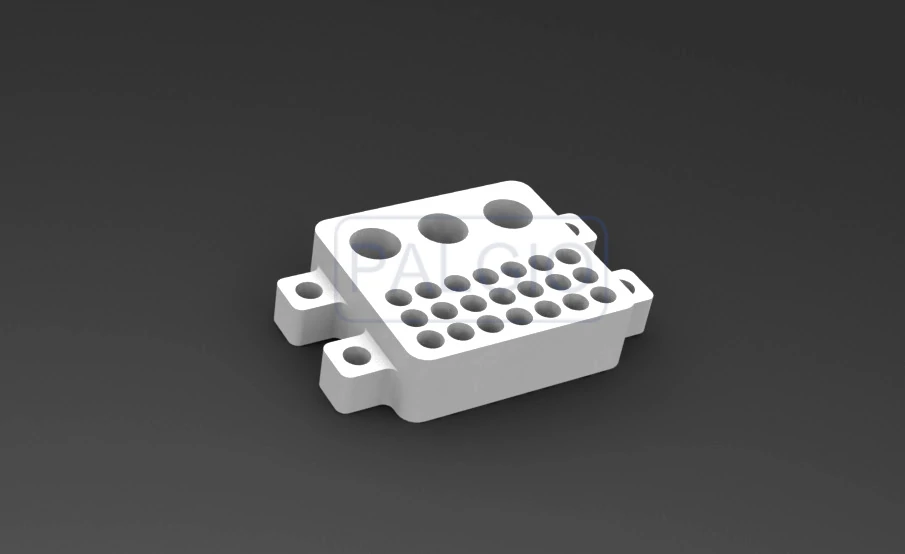
Projekt wyrobu wykonywanego metodą frezowania CNC
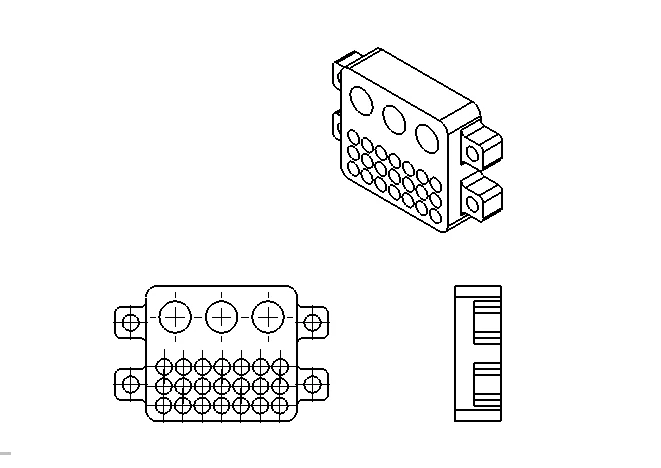
Projekt wyrobu został stworzony z myślą o jak najszybszym jego wykonaniu na frezarce CNC co prowadzić będzie do niskiego kosztu produkcji tego elementu. By to umożliwić, projektant założył, że wszystkie zgrubne operacje oraz otwory 8.1mm zostaną wykonane frezem 6mm a obróbka wykańczająca obrysu wraz z otworami 4.1mm frezem 3mm. Podążając tym założeniem do modelu zostały dodane zaokrąglenia jedynie o promieniu 3 i 1.5mm.
Materiał, wybrany do zrealizowanie usługi frezowania CNC to POM-C. Jest to tworzywo sztuczne charakteryzujące się dobrymi właściwościami ślizgowymi (umożliwi to łatwe przewlekanie przewodów) i stabilnością wymiarową w temperaturze. Dodatkowymi cechami przemawiającymi za użyciem tego tworzywa są jego niska cena i dostępność na rynku.
Projekt zakładał, że uchwyt umożliwi pozycjonowanie 3 przewodów o średnicy 8mm i minimum 20 przewodów o średnicy 4mm. By to osiągnąć projektant stworzył w modelu otwory o średnicy 8.1mm oraz 4.1mm, które po wykonaniu pozwolą na szybki montaż przewodów.
W ostatecznej wersji uchwyt umożliwia na użycie 3 przewodów o średnicy 8mm i 21 o średnicy 4mm. Uchwyt gwarantuje stabilny i stały w czasie odstęp miedzy przewodami sygnałowymi wynoszący 2mm oraz prądowymi 5mm.
Proces obróbki CNC – usługa wykonania wyrobu z materiału POM-C

Proces usługi frezowania CNC rozpoczął się od docięcia bloku bazowego materiału do odpowiednich dla docelowego wyrobu wymiarów. Blok z materiału posiadał naddatki, które umożliwią jego zamocowanie, pozycjonowanie oraz poprawne wykończenie detalu po jego obróceniu.
Blok POM-C został przycięty do wymiarów: 60mm (os x), 40mm (oś y), 20mm (oś z). Dało to odpowiednie naddatki materiału odpowiednio: 2mm w osi X, 2mm w osi Y i 10mm w osi Z. W osi Z naddatek materiału musiał być większy gdyż blok materiału został umieszczony w imadle i na głębokości 5 mm znajdował się poniżej górnej powierzchni szczęk imadła (Zapewniało to stabilną pozycje materiału przez cały czas obróbki skrawaniem).
Proces obróbki skrawaniem zaplanowany był na 3 etapy:
W pierwszym etapie frez 6mm splanował górną powierzchnie materiału na głębokość 1mm, następnie przy użyciu tego samego freza zostały wycięte otwory 8.1mm oraz zgrubny obrys detalu.
Drugi etap obróbki to zmiana freza na średnicę 3mm i wykonanie 21 otworów o średnicy 4.1 oraz wykończenie obrysu wyrobu. Dodatkowo w tym etapie wszystkie otwory oraz obrys zostały pogłębione o 2mm poniżej dolnej powierzchni wyrobu – ułatwiło to zdecydowanie kolejny etap pracy.
Trzeci etap wykonywania uchwytu to ponowne użycie freza o średnicy 6mm i odwrócenie wyfrezowanego półproduktu o 180 stopni.
W tym etapie frez odcina nadmiar materiału, który został do wykonania po wcześniejszych operacjach i ustala docelową głębokość gotowego uchwytu.