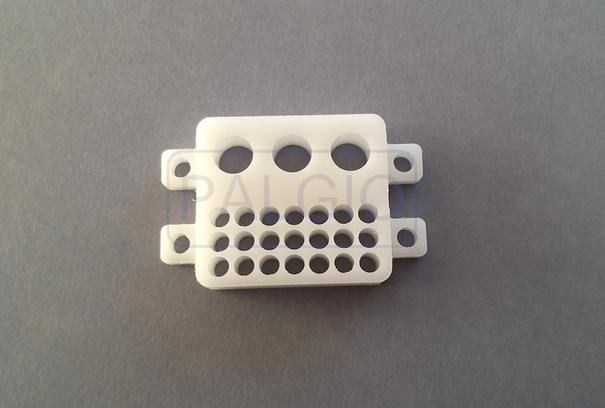
Cable clamp – service performed through CNC milling in POM-C material
The purpose of the service was to create a bracket that would protect the cables from wear and keep them at a constant distance from each other when passing through a hole in a steel partition. The bracket should accommodate 3 high-current cables with a diameter of 8mm and a minimum of 20 signal cables with a diameter of up to 4mm. The product should be made from lightweight, cost-effective, and readily available plastic material


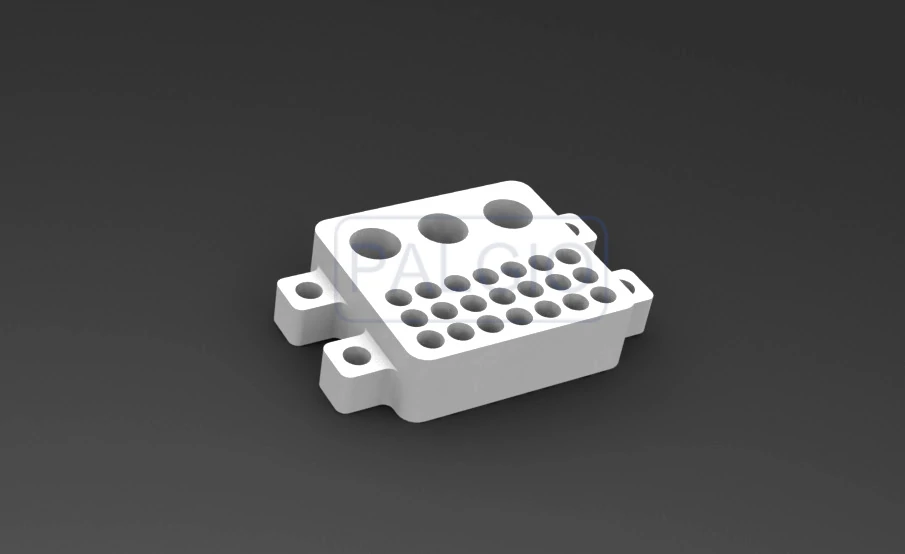
Design of a product manufactured using CNC milling method
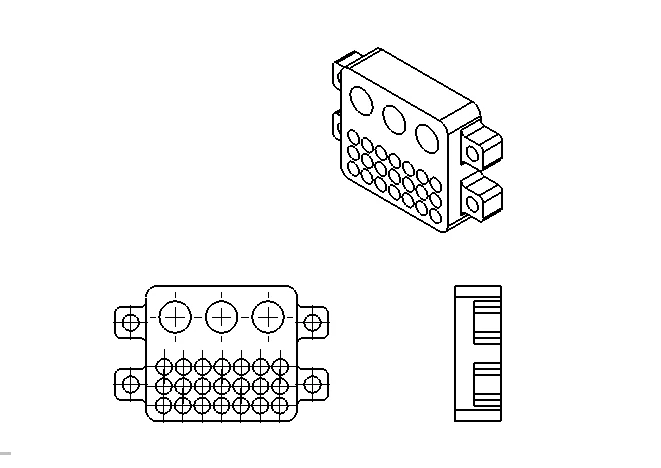
The product design was created with the goal of achieving the fastest possible production on the CNC milling machine, leading to low production costs. To enable this, the designer assumed that all roughing operations and 8.1mm holes would be made with a 6mm end mill, and the finishing contouring along with 4.1mm holes would be done with a 3mm end mill. Following this premise, the model includes only fillets with radii of 3mm and 1.5mm.
The material chosen for the CNC milling service is POM-C. This plastic material is known for its good sliding properties (facilitating easy cable threading) and dimensional stability at various temperatures. Additional advantages of using this material include its low cost and market availability.
The project aimed to allow the positioning of 3 cables with a diameter of 8mm and a minimum of 20 cables with a diameter of 4mm. To achieve this, the designer created holes in the model with diameters of 8.1mm and 4.1mm, which, once machined, would enable the quick installation of the cables.
In the final version, the bracket allows the use of 3 cables with a diameter of 8mm and 21 cables with a diameter of 4mm. The bracket ensures a stable and consistent spacing of 2mm between signal cables and 5mm between power cables over time.
CNC machining process – service for manufacturing a product from POM-C material

The CNC milling service process began with cutting the base material block to the dimensions required for the final product. The material block had excess material, which allowed for its secure fixation, positioning, and proper finishing of the detail after rotation.
The POM-C block was trimmed to dimensions: 60mm (X-axis), 40mm (Y-axis), 20mm (Z-axis). This provided appropriate material excess: 2mm in the X-axis, 2mm in the Y-axis, and 10mm in the Z-axis. The Z-axis excess material had to be larger because the material block was placed in a vise, and at a depth of 5mm, it was below the upper surface of the vise jaws (This ensured stable material positioning throughout the milling process).
The milling process was planned in three stages:
In the first stage, a 6mm end mill leveled the top surface of the material to a depth of 1mm. Subsequently, using the same end mill, holes with a diameter of 8.1mm were cut, and the rough outline of the detail was shaped.
The second stage involved changing the end mill to a 3mm diameter and creating 21 holes with a diameter of 4.1mm. The outline of the product was also finished. Additionally, in this stage, all holes and outlines were deepened by 2mm below the bottom surface of the product, significantly facilitating the next stage of work.
The third stage of creating the holder included the reuse of the 6mm diameter end mill and rotating the milled semi-finished product by 180 degrees. In this stage, the end mill removed excess material left from the previous operations and established the final depth of the finished holder.